

Yuhong Holding Group Co.,LTD

 |
| 起源の場所: | 中国 |
| ブランド名: | YUHONG |
| 証明: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| モデル番号: | SS304、TP316、TP304L、SS316L |
| 最小注文数量: | 100KGS |
|---|---|
| パッケージの詳細: | 合板の箱、箱、束 |
| 受渡し時間: | 7日 |
| 支払条件: | L/C、T/T |
| OD: | 0.1MMから25MM | 等級: | TP304/304L/304H、TP310S/310H、TP316L/316H/316Ti、TP317/317L、TP321/321H、TP347/347H 904L、SAF2205、SAF2507、 |
|---|---|---|---|
| 標準: | EN10305、ASTMのGOST | パッケージ: | 合板の箱、束 |
| ハイライト: | 明るいアニールされたステンレス鋼の管,ステンレス鋼のコイルの管 |
||
ステンレス鋼の針の管T.I.Gの溶接され、継ぎ目が無いTP 304及び316L毛管
ステンレス鋼の継ぎ目が無い管および管とのYUHONGのグループの取り引き既に以上10年、毎年ステンレス鋼の継ぎ目が無い管および管の80000トン以上販売するため。既に私達の顧客45ヶ国以上覆うため。私達のステンレス鋼の継ぎ目が無い管および管は鉱山、エネルギー、石油化学、化学工業、食糧植物、ペーパー植物、ガスおよび流動企業等ANSI B16.10で使用された幅だった:B16.19 SCH 5S、SCH 10S、SCH 20、SCH 30、SCH 40S、SCH 60、SCH80S、XS、SCH 100、SCH 120、SCH160、XXS
医学の管は304、304Lおよび316Lステンレス鋼を使用して製造される。304ステンレス鋼に比較的低炭素の内容(0.08%最高)があり、腐食のよいより302ステンレス鋼に抵抗する。その同等に、304Lステンレス鋼、低炭素の内容(0.04%最高)があり、同じような耐食性を提供する。但し、304Lはまた粒界腐食に溶接の後で抗力が高い提供する。316Lは時々医学の器械使用で使用され、ステンレス製316より低炭素の内容がある。316Lは優秀な耐食性が要求される区域で使用される
優先する管の選択はほとんどの例の継ぎ目が無いと比較される経済、調達期間そしてtolerancingの点では溶接され、引かれ。多くのデマンドが高い適用は溶接されるT.I.Gおよび85年以上にVitaの針によって使用するプラグ(心棒)の引き分け方法を求める!
医療産業のためのステンレス鋼の管の作成
プロセスのプライマー
医療産業のための管を作り出すことは溶接、材料および表面質への大量の注意を要求する。
医療産業のための管は304および304L (低炭素の)溶接されたステンレス鋼から主に作り出される。304ステンレス鋼に比較的低炭素の内容(0.08%最高)があり、よい腐食にステンレス製より302抵抗する。
その同等、ステンレス製304Lに低炭素の内容(0.04%最高)があり、同じような耐食性を提供する。但し、304Lはまた粒界腐食の続く溶接に抗力が高い提供する。
ストリップの在庫
医学の管の製造業者のための一流の挑戦の1つは良質の端の状態のストリップの在庫をしっかり止めている。管の壁は医学の市場で比較的薄くがちで、その結果、直線および端の状態は重大である。
溶接製造所オペレータはよくきれいようにすべてのストリップの在庫を保つように助言され、可能保護される。これは注意深く、適切な貯蔵およびボディ オイルが端を汚染することを防ぐためにきれいな綿の手袋が付いているすべての在庫を扱うことを含んでいる。
生産者はストリップ スリッターを入って来るストリップが端の状態の条件を満たすことを保障するために密接に使用しなければならない。ほとんどの製造所に製造所の条件を満たす良質のストリップを供給する1-2人のストリップの製造者がある。
溶接
製造業者は医学の市場のための304そして304Lステンレス鋼のストリップを溶接するために3つの平均の1つを一般使用。
第1はガス タングステンのアーク溶接(GTAW)である。これは普及した方法の最も古く、まだ広く利用されている。第2はの血しょう溶接、GTAWの変化である。最後、レーザ溶接は、共通方法の最も新しい。これらの溶接方法のそれぞれはそれぞれの溶接頭部および電源入って来ていて相違が基本設計で類似している。それぞれまたいろいろな強さおよび弱さを持っている。
溶接製造所プロセスの選択で考慮するべき第一次項目は次のとおりである:
1. 操作の速度。
2. 電極の維持。
3. 使い易さ。
4. 溶接頭部および電源の費用。
ほとんどの溶接製造所は溶接継ぎ目の完全性を確認する最終的なひれのパスの後で渦電流の使用する試験装置。一部はまた継ぎ目および溶接ヘッド電極の直線を観察するために溶接継ぎ目に焦点を合わせるビデオ・カメラを加える。これら二つの溶接の援助は製造所が20から1分(FPM)あたり30フィートまで及ぶ速度で溶接継ぎ目の信任のhigh-levelのより大きく連続的なコイルを公平に作り出すようにする。
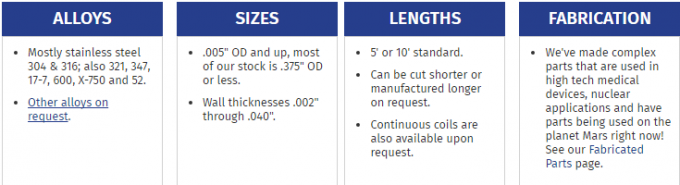
サイズの範囲
医学の管の大半は米国の軍GG-N-196指定に緩く基づいているゲージのスケールになされる。現代条件および技術の前進はこのスケールを非常に拡大した。さまざまな壁との36への6からの増加ゲージは(0.203インチ) (0.004インチ) (0.015から0.0015インチ)標準として今一般に認められている。
3つの基本的なプロダクト
生産者は3つの基本的なタイプの終わるために複数の流し[内径(IDの)プラグまたは心棒]によって続かれてのない減少管溶接される終了するを相手先商標製造会社(OEMs)およびディストリビューターに供給する;、プラグ溶接されるか、または心棒引かれる(溶接を滑らかにし、壁厚さを置くため)、終わるために複数の流しと続かれて;そして溶接される複数プラグか心棒にによって続かれて終わるために引く。これらの方法のそれぞれは健全なプロダクトを作り出し、各プロダクトに適用の特定地域がある。
何人かの管の生産者は他の人々が1-2を専門にする間、3つのタイプすべてのプロダクトを提供する。彼らは医学のOEMsいろいろな溶接継ぎ目および表面の終わりの質および許容を、またさまざまな費用に提供する。
流しによって溶接され、終えられて。溶接され、終了によ沈降の管のストリップの在庫はに望ましい終了するサイズより大きい外径(OD)との終了する壁のサイズ形作られ、溶接されるか、でまたは非常に近い。溶接された管の望ましいODは終了するサイズへの管の沈降によって達される。
沈降プロセスはODの管に油を差し、ダイスを通って引っ張ることによって行われる。このプロセスは次第により小さいダイスと望ましいODが得られるまで繰り返される。このプロセスは中間アニーリングを要求しないし、その結果管を効率的にそして安く作り出すことができない。しかしこのプロセスでは加工硬化のハイ レベルを達成する機能は通常冷たい仕事の量がプロセスの壁の減少の欠乏によって限られるので妨げられる。
プロセスは中間アニーリングを要求しない、従って溶接部はそのまま残り、均質にならない。その結果、溶接部は目に見える残り、母材に統合されない。IDの心棒またはプラグのない管を減らすことは管のIDの粗雑面をする。多くの流しによって終わる横断セクションを露出するために管が顕微鏡を通して切られ、取付けられ、磨かれ、そして次に見られれば、IDに沿う厳しいピークそして谷は目に見える。
このプロセスによって引き起こされるIDの壁のピークは土および汚染物がピークの谷で集まることができるのでIDを完全にきれいにすることを困難にする。これらのピークはまたIDを風変わりにさせ、IDのサイズを一貫して測定することで難しさをもたらすことができる。
このタイプの管は注射可能な装置のような基本的な皮下注射針の塗布のために一般に使用される。IDの風変わりな状態のために、この管は通常IDによってstylet、ワイヤー、または管を渡す機能を要求するプロセスのために使用されない。また、この方法は引く血のために一般に荒いIDにより血は造り上げ、凝固することができるので使用されなく血の流れを遅らせるか、または結局停止する。、溶接部の非均質な粒状組織の厳しく冷たい仕事のために最後、管は終了する管で行われるかもしれない製作プロセスの間に壊れるかもしれない。
、プラグは溶接されるか流しによって終わるために、または心棒引かれて続いた。、プラグは溶接されるか、または心棒引かれるによって流しに終わりの管によって続かれて、唯一の流しを備えているが、開始の壁のサイズは望ましい終了する壁のサイズより大きい管によってストリップの在庫同様に溶接され、形作られる。
ODおよびIDは油を差され、IDのプラグか心棒は挿入され、管はダイスを通して引っ張られる。減少の量によって、このプロセスは次第により小さいダイスを使用して繰り返すことができ、中間物を要求する仕事の硬度率までのIDのプラグか心棒は達されたアニールする。焼きなましの後で、プロセスはIDのプラグによって続くかもしれないまたは心棒か前に記述されているように流しプロセスに転換するかもしれない。
プロダクトは望ましい終了するサイズへの流しとそれから絶えず終わる。IDのプラグの付加か心棒および中間物は減るために増加プロダクト費用およびプロダクト効率のテントをアニールする。このプロセスが1人の中間物だけアニールしてもらうので溶接部は、均質にされている間、まだ目に見える。
より高い仕事堅くなる率は減少に要求される冷たい仕事の量のためにこのプロセスとより容易に達成される。表面状態の質は、IDおよび減少の間にIDの壁を支えるOD、または心棒両方IDのプラグのために高くがちである。さらに、IDをきれいにすることはほとんど問題ではない、IDのサイズは一貫して、管は沈降方法によって終わる管より堅い許容を保持できる。
顕微鏡ショーによるこの管の横断眺めより少ないIDの壁のゆがみおよびより滑らかな出現。この管は堅い許容の良質の管を要求する適用で一般に使用される。それは注射可能な装置として普通使用されない。
プラグ溶接されか、または終わるために心棒引かれる。溶接される製造およびプラグまたは心棒引に終わりの管では、ストリップの在庫は他の方法ととして形作られ、溶接され、開始の壁およびODは望ましい終了するサイズより大きい。
ODおよびIDが油を差され、IDのプラグか心棒が挿入される後、管はダイスを通して引っ張られる。減少および望ましい終わりのサイズの硬度の条件の量によって、このプロセスは次第により小さいダイスと繰り返され、仕事の硬度が中間物を要求するまでIDのプラグか心棒はアニールする。焼きなましの後で、プロセスは望ましい終了するサイズが達成されるまで再度始まることができる。
プロダクトはIDのプラグか心棒によって始めから終わりまで引かれる。中間少なくとも2と共のこれは、溶接部がアニールしたり、母材に十分に均質になるようにする。非常に堅いODおよびIDの許容、またIDの清潔を保持する機能はこれの主要特点プロダクトである。顕微鏡を通した引に終わりの管の横断眺めは滑らかなIDの壁および目に見える溶接部を示さない。
このプロダクトのためのある使用は堅い許容および優秀な表面状態を要求する、およびプロダクトを含んでいるIDによって他の装置を渡す機能を要求する献血者針を、プロダクトを。
確かに、同じ指定にすべてのステンレス鋼の管が製造されない。医療機器のOEMsはおよびディストリビューターにステンレス鋼の管を医学の市場のために発注するときいろいろなプロダクトおよび製品品質がから選ぶべきある。最も重要、OEMまたはディストリビューター適切なプロダクトが発注されることを保障する管の意図されていた使用のよい理解を持たなければならない。
![]()
コンタクトパーソン: Candy
電話番号: 008613967883024
ファックス: 0086-574-88017980


