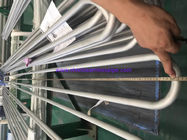
ASTM A213/ ASME SA213 TP321 / TP321H /TP347H 3/4 インチ、100% ET & HT、加熱用途用ステンレス鋼 U ベンドチューブ
ユホングループオーステナイト系ステンレス鋼、ニッケル合金鋼(ハステロイ、モネル、インコネル、インコロイ)シームレスおよび溶接鋼管を扱って25年以上、毎年80000トン以上の鋼管と鋼管を販売しています。当社のクライアントは、イタリア、英国、ドイツ、米国、カナダ、チリ、コロンビア、サウジアラビア、韓国、シンガポール、オーストリア、ポーランド、フランスなど、すでに 45 か国以上をカバーしています。当社グループの支社および工場はすでに以下の機関から承認されています。ABS、DNV、GL、BV、PED 97/23/EC、AD2000-WO、GOST9941-81、CCS、TS、CNNC、ISO9001-2008、ISO 14001-2004。
Uベンドチューブ熱交換器システムで広く使用されています。をベースとした熱交換器装置
シームレスステンレス U チューブと溶接ステンレス U ベンドチューブは、戦略的に重要な用途や用途に不可欠です。
重要なフィールド---原子力および石油化学機械の製造。
裕宏特殊鋼2006年からUベンディングチューブの生産を開始し、現在までにすでに以上の製品を供給しています
30,000トンのステンレス鋼Uベンドチューブを35か国へ。
U ベンド チューブは次の規格に準拠しています。
1. ASTM A688/ASME SA688
2. ASTM A803/ASME SA803
3. ASTM A556/ASME SA556
鋼種:
| フェライト |
オーステナイト |
デュプレックス |
スーパーデュプレックス |
ニッケル合金 |
チタン |
|
TP410
TP405
S44400
S44660
TP430
|
TP304/304L
TP316/316L
TP316Ti
TP317/317L
TP321
TP347
|
S31803
S32205
S32304
|
S32750
S32760
|
N06600
N08020
N00880
N08825
N08904
|
2級 |
他の合金および鋼グレードのチューブも契約に基づいて生産可能。
技術的要件:
曲げ用直管標準仕様:
ASME SA 213;ASME SB 163;ASME A789、ASME SA268、ASME SA269 など。
マーキング:マーキングマシンによる曲げ前(チューブ長さ全体)(加熱後の曲げ部分)
マーキングなしの処理)
ノート:U曲げ管の直線部に曲げ後のマーキングも可能です。
Uベンドチューブ:
- 管状熱交換器製造者協会の TEMA RCB 2.31 標準 (第 9 版)。
- オーステナイト耐食性の溶接管の ASTM A688/ASME SA688 標準仕様
給水ボイラー用に設計された鋼グレード。
- ASTM B163/ASME SA163 のニッケルおよびニッケル合金の管に関する標準技術要件
凝縮器と熱交換器。
顧客の仕様。

曲げ半径:1.5*OD(外径)から1500mmまで
半径が 1.5*OD 以下のチューブを注文する場合は、幾何学的精度に同意する必要があります。
直管最大長さ:(曲げ前): 35000 mm。
脚長:最小 1 メートル、最大16500mm (Max R=1500mmの場合)
ノート:他のサイズも合意に基づいて利用可能です。
熱処理:U 曲げ後の応力を軽減 (各脚の曲げ面積プラス 300MM)。
U曲げ後の静水圧試験: 最大試験圧力600 Bar、浸漬10秒と
非物質化された水。水圧試験後の圧縮空気洗浄。
包装: 輸送に適した、対応する寸法の強力な燻蒸処理済みの木箱に入っています。
各チューブの長さ、半径、直径はPOの要件に準拠し、ポリエチレンで包まれています
フィルム チューブの両端に柔らかいプラスチックのキャップが付いています。
当社が実施する品質テストには次のようなものがあります。
| 腐食試験 |
お客様から特にご要望があった場合のみ実施します |
| 化学分析 |
必要な品質基準に従ってテストを実施 |
| 破壊/機械試験 |
引張 |硬度 |平坦化 |フレア |フランジ |
| 逆曲げとRe。フラットテスト |
関連規格と ASTM A-450 および A-530 規格に完全に準拠して実施されるため、顧客側での拡張、溶接、使用が問題なく行われます。 |
| 渦電流検査 |
デジタル欠陥検査システムを使用して地下の均質性を検出するために行われます。 |
| 静水圧試験 |
チューブの漏れをチェックするための ASTM-A 450 規格に従って 100% 静水圧試験が実施され、サポートできる最大圧力は 20Mpa/7s です。 |
| 空気加圧試験 |
空気漏れの痕跡を確認するには |
| 外観検査 |
不動態化後、チューブとパイプのあらゆる長さに対して、訓練を受けたスタッフによる徹底的な目視検査が行われ、表面の傷やその他の欠陥が検出されます。 |
補足テスト:上記試験以外にも、製品の追補試験も行っております。これに基づいて実施されるテストには次のものが含まれます。